
- Model: VK-FTL-OS
- Ketepatan pelabelan: ±1mm (Ralat produk dan label tidak disertakan.) dan tahap pelarasan akan mempengaruhi ketepatan pelabelan dengan jelas;
- Kelajuan pelabelan: 20~45 pcs/min (berkaitan dengan dimensi label produk).
- Produk yang berkenaan: bekas yang disediakan oleh pelanggan.
- Label yang berkenaan: label bergulung disediakan oleh pelanggan.
- Dimensi mesin: 2250×1310×1520mm (panjang×lebar×tinggi).
- Kuasa berkenaan: 220ACV 50/60HZ.
- Berat: 350KG
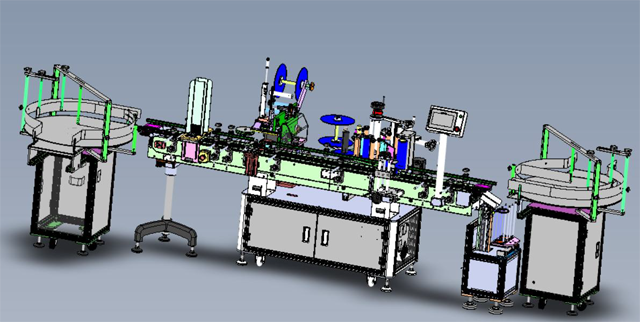
Mesin pelabel dua kepala boleh digunakan untuk pelabelan dan pembungkusan penutup dan balang botol, yang harus memenuhi keperluan yang diberikan di bawah:
Aplikasi Mesin
1. Pasangkan penutup khas (memerlukan sistem penutup bawah bahagian hadapan sistem penutup belakang, penutup adalah jenis yang tenggelam, lihat gambar di sebelah kanan)
2. Pelabelan badan botol atas botol bulat (keperluan A. Dilengkapi dengan karusel penutup botol karusel penyusuan botol B. Mesin perlu dibesarkan untuk menyesuaikan diri dengan diameter botol 30mm-160mm)
3. Digunakan khas pada botol bulat.
4. Mesin perlu dilengkapi dengan mesin pengekodan
5. Saiz lif pelanggan ialah 1.75*1.1m dan perlu dibongkar untuk memberi panduan memasuki lif.
Parameter Asas Mesin



- Ketepatan pelabelan: ±1mm (Ralat produk dan label tidak disertakan.) dan tahap pelarasan akan mempengaruhi ketepatan pelabelan dengan jelas;
- Kelajuan pelabelan: 20~45 pcs/min (berkaitan dengan dimensi label produk).
- Produk yang berkenaan: bekas yang disediakan oleh pelanggan.
- Label yang berkenaan: label bergulung disediakan oleh pelanggan.
- Dimensi mesin: 2250×1310×1520mm (panjang×lebar×tinggi).
- Kuasa berkenaan: 220ACV 50/60HZ.
- Berat: 350KG
Apakah Mesin Pelabelan:
Mesin pelabel ialah peranti untuk melampirkan gulungan label kertas pelekat sendiri atau bahan lain yang sesuai pada produk atau pakej yang ditetapkan, yang digunakan secara meluas dalam pelbagai industri seperti elektronik, perabot, minuman, bahan kimia harian, makanan, ubat, petrokimia, dsb.
Pelabelan bekas pembungkusan produk dan kotak pembungkusan. Peralatan mesin pelabelan automatik memainkan peranan penting dalam pelbagai industri. Struktur mesin itu sendiri adalah sempurna, dan semua bahan keluli tahan karat menjadikannya lebih mudah untuk menyimpan dan menghalang peralatan daripada basah dan berkarat.
Prinsip mesin pelabelan ialah item tersebut disalurkan ke stesen kerja pelabelan pada kelajuan tetap pada penghantar. Lekapan mekanikal memisahkan item pada jarak tetap dan menolak item ke arah penghantar.
Ia mempunyai roda pemacu, roda pelabelan dan kekili. Roda pemacu secara berselang-seli menyeret pergerakan jalur label supaya jalur label ditarik keluar dari gelendong manakala jalur label ditekan pada artikel oleh roda pelabel. Kawalan anjakan gelung terbuka digunakan pada gelendong untuk mengekalkan ketegangan jalur label
kerana jalur label disambungkan antara satu sama lain. Tali pinggang label dihentikan dan dihentikan secara berterusan supaya pita label dilekatkan pada artikel dengan roda pelabelan bergerak pada kelajuan yang sama seperti artikel. Apabila penghantar mencapai kedudukan tertentu, roda pemacu label memecut ke kelajuan yang sepadan dengan tali pinggang. Dan selepas label dilekatkan, ia berkurangan sehingga berhenti.
Memandangkan label mungkin tergelincir sedikit, ia mempunyai tanda padanya untuk memastikan setiap label diletakkan dengan betul, yang dibaca oleh sensor optik. Semasa fasa nyahpecutan label, roda pemacu akan melaraskan semula kedudukan untuk membetulkan sebarang ralat pada label.
Sampel Botol Dan Tudung


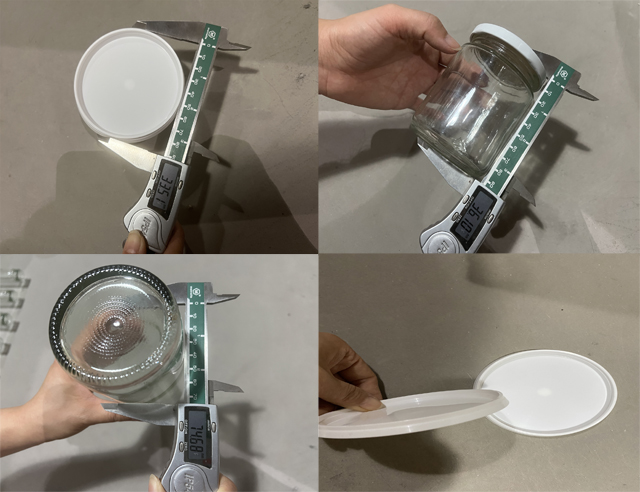
Saiz sampel (lihat sampel sebenar untuk butiran)
1. Diameter balang 70mm, ketinggian 96mm (diameter label atas 55mm. label botol 160*40mm)
2. Botol No. 1, diameter 70mm, tinggi 330mm, label 230*106mm
3. Botol No. 2, diameter 50mm, tinggi 230mm, label botol 170*70mm
Manual Arahan
Penyata Bahagian I
I. Barangan Biasa
Mesin pelabelan ini adalah peralatan bukan standard dan memerlukan teknik tertentu untuk mengendalikannya. Atau kecekapan tinggi atau penggunaan biasa mesin akan terjejas. Pengendalian mesin pelabelan ini mesti dilengkapkan oleh juruteknik terlatih.
Operasi peralatan ini hendaklah mengikut manual arahan atau di bawah arahan daripada juruteknik dari syarikat kami. Manual arahan ini digunakan pada mesin pelabelan VK-FRL-OS (Singkatan ialah mesin pelabelan dalam bahagian berikut.). Tujuannya adalah untuk memastikan penggunaan biasa dan pelarasan mesin ini.
II. Hak Syarikat
Peralatan ini dibangunkan dan dikeluarkan oleh syarikat Kami. Syarikat kami mempunyai pihak berkuasa berikut:
Untuk mengekalkan kelebihan teknikal dan kebolehgunaan mesin, syarikat kami boleh mengemas kini bahagian mekanikal, komponen kawalan elektro dan perisian, termasuk struktur, jenis dan jenama komponen yang digunakan, tetapi kemas kini percuma untuk mesin yang telah dijual tidak dijanjikan. .
Syarikat kami mempunyai hak untuk menghendaki mesin itu disimpan secara bersepadu. Tanpa arahan teknikal daripada juruteknik dari syarikat kami, pengubahsuaian pada bahagian mekanikal, elektrik atau kawalan tidak dibenarkan. Atau ganti rugi yang berkaitan perlu dibayar oleh pihak yang melanggar peraturan.
Syarikat kami menyediakan arahan teknikal yang berkaitan untuk menambah kod atau fungsi lain berdasarkan mesin ini, tetapi tidak bertanggungjawab untuk komponen yang berkaitan.
Hak harta intelek mesin ini dan manual arahan ini adalah milik syarikat kami. Sebarang plagiarisme mesti menanggung liabiliti undang-undang
III. Barangan Keselamatan
bahaya! Pastikan mesin yang sedang beroperasi dibumikan ke tanah untuk mengelakkan kejutan elektrik.
bahaya! Pastikan voltan tidak terlebih beban.
Amaran! Operasi ke kotak dan litar elektrik hendaklah di bawah arahan daripada juruteknik elektrik atau kakitangan profesional.
Amaran! Beri perhatian kepada bahagian berputar untuk mengelakkan penghancuran mampatan.
IV. Hak Operasi
Pastikan operasi, lokasi dan penyelenggaraan mesin ini mesti dilakukan oleh kakitangan yang terlatih dan diberi kuasa.
Hanya benarkan kakitangan yang bertauliah atau profesional dan jurutera peralatan untuk menyelesaikan reka letak.
Operasi kepada mesin perlu memastikan:
- Operator dilatih secara profesional dan diperakui oleh syarikat kami.
- Operator mempunyai pengetahuan untuk membaiki atau menangani kerosakan asas semasa proses operasi mesin.
- Bekerja mengikut keperluan dalam manual ini dalam pengendalian mesin ini.
V. Persekitaran Operasi
Jangan gunakan dalam keadaan berikut:
- Perubahan suhu yang teruk.
- Kelembapan atau kelembapan yang tinggi.
- Getaran dan kejutan yang kuat
- Terlalu banyak habuk
- Semburan air, minyak dan bahan kimia
- Benda meletup, mudah terbakar dan berbahaya
VI. Tempoh Tune-in
Mesin pelabelan ini dibuat berdasarkan produk pelanggan secara khusus dan bukan peralatan standard, mempunyai keperluan teknikal dan pengalaman kepada pengendali, dan memerlukan tempoh sebulan untuk menala. Selaras dengan tempoh, jika parameter teknikal tidak dicapai dalam operasi peralatan, maklum balas kepada syarikat kami untuk mendapatkan sokongan teknikal.
Bahagian Kedua Pengenalan Mesin
I. Fungsi Asas:
Mesin pelabelan ini direka khusus, mempunyai ciri keunikan dan digunakan untuk pelabelan pada lilitan dan bahagian atas silinder atau pada kedudukan yang ditetapkan (pelabelan pada kedudukan yang ditetapkan perlu menambah aksesori). Apabila membiasakan diri dengan mesin, mesin juga boleh digunakan untuk pelabelan pada bekas bulat dalam industri lain, seperti makanan dalam tin, bekas bulat untuk makanan tin, kosmetik, ubat dan sebagainya.
II. Perihalan Proses Pemulihan Label:
Letakkan bekas → bekas berasingan → penghantar → pengesanan produk → Pemulihan label → Kumpul bekas.
- Letakkan produk pada tali pinggang pengangkutan.
- Mekanisme pengasingan bekas memisahkan bekas dalam jarak tertentu.
- Di bawah penyeretan tali pinggang pengangkutan, bekas berjalan ke sebelah kanan mekanisme pelabelan secara automatik.
- Bekas datang ke kedudukan yang dikesan dan dikesan oleh sensor elektrik yang akan memberi isyarat maklum balas kepada PLC.
- Motor daya tarikan berputar, menghantar keluar dan menampal label pada produk.
- Melabelkan label lisut dan gulung mekanisme pemulihan pada bekas.
- Bekas diangkut dan dikumpulkan dalam bekas pengumpul.
Bahagian Ketiga Mekanisme
I. Pandangan Keseluruhan
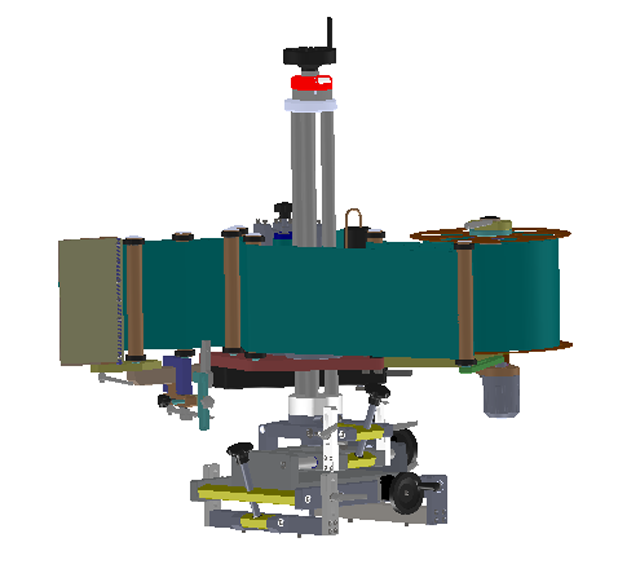
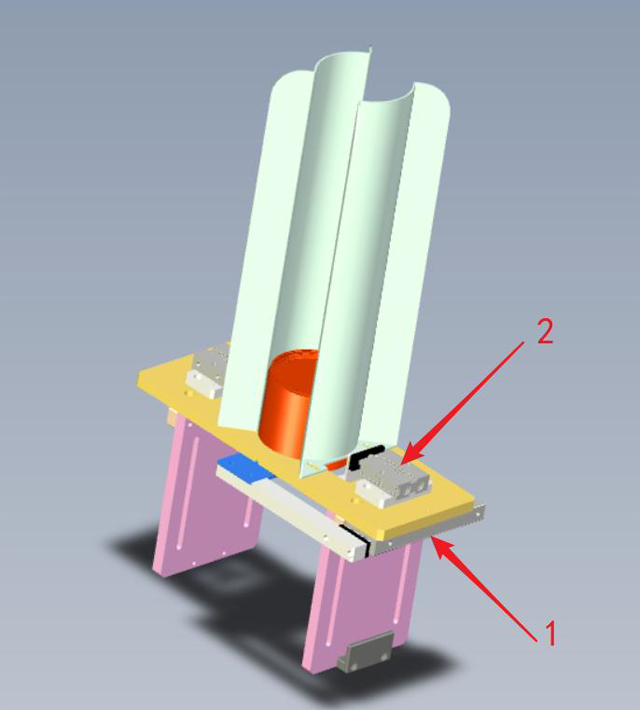
Struktur dan fungsi mekanikal setiap bahagian ditunjukkan dalam gambar berikut: [Model 3D Peralatan]
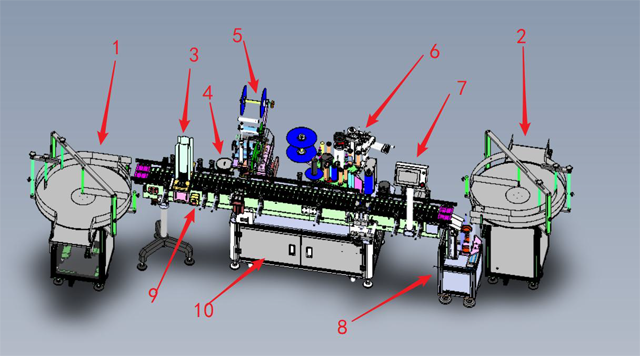
- Mekanisme pemberian makanan dan pengendalian botol: menghantar produk ke dan saluran penghantarnya.
- Mekanisme penerimaan botol: menerima dan menyusun produk yang diproses.
- Mekanisme pembahagian: membahagi dan melabel bahan cakera.
- Mekanisme pemisah botol memisahkan produk botol bulat dan membuka jarak.
- 1# kepala untuk melabel satah atas produk.
- 2# kepala untuk melabel sisi produk.
- Paparan skrin untuk interaksi manusia-komputer.
- Mekanisme penerima menerima produk cakera.
- Hentian kecemasan bekalan kuasa: tekan butang dan peralatan akan dimatikan untuk berhenti kecemasan.
- Kedudukan pemasangan kotak elektrik dan bahagian litar peralatan.
II. Pandangan Butiran

1. [Kepala Pelabelan]
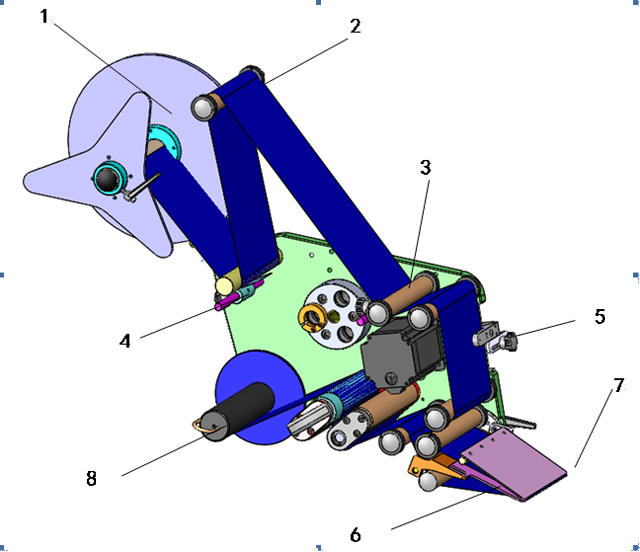
- Mekanisme meletakkan bahan: digunakan untuk meletakkan label dalam gulungan.
- Brek: digunakan untuk menghentikan label untuk memastikan label tidak longgar dan mengekalkan daya ketegangan tali pinggang.
- Penggelek: label angin untuk mengekalkan daya ketegangan label.
- Mekanisme tekan: tekan label dengan ketat.
- Bingkai penderia elektrik: pasang penderia elektrik pengenalan label dan gerakkannya ke hadapan dan ke belakang.
- Papan dispenser: label tertumpah.
- Mekanisme daya tarikan: seret kertas asas jalur label, dan berikan kuasa untuk membelah label.
- Mekanisme pengumpulan bahan: kitar semula kertas asas label.
2. Bingkai sensor elektrik pengesanan produk
- Pengesanan produk sensor elektrik: gentian optik korelasi langsung: satu mengeluarkan isyarat, dan gentian optik yang lain menerima isyarat. Mengesan objek yang ada atau tidak dengan membahagikan isyarat.
- Pengesan elektrik kedudukan: gentian optik pantulan tersebar, untuk meletakkan pelabelan, untuk mengesan kewujudan produk dengan perubahan pantulan tersebar.
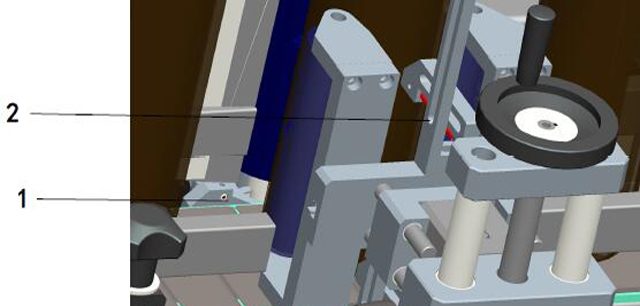
3. Mekanisme pelarasan:
Laraskan semua mekanisme pelarasan. Skru pengunci yang berkaitan mesti dilonggarkan terlebih dahulu. Ketatkan skru pengunci selepas pelarasan untuk mengekalkan penetapan.
- Tuas pelarasan ke hadapan dan ke belakang: laraskan kepala pelabelan ke hadapan dan ke belakang dengan hujung roda tangan.
- Tuas pelarasan kiri dan kanan: laraskan kedudukan kepala pelabelan ke kiri dan kanan dengan hujung roda tangan.
- Pelarasan kecenderungan kiri dan kanan: laraskan selari antara kepala pelabelan dan tali pinggang pengangkutan dengan roda tangan.
- Pelarasan kecenderungan ke hadapan dan ke belakang: laraskan selari antara kepala pelabelan dan tali pinggang pengangkutan dengan roda tangan.
- Pelarasan atas dan bawah: laraskan kepala pelabelan ke atas dan ke bawah dengan roda tangan di bahagian atas.
- Pengenalan label pelarasan penderia elektrik: lepaskan roda 5-mula ke kedudukan penderia elektrik kiri dan kanan serta atas dan bawah.
- Pelarasan sudut papan dispenser: ayunkan sudut papan dispenser dengan melonggarkan skru kedudukan relatif.
4. Mekanisme Kedudukan
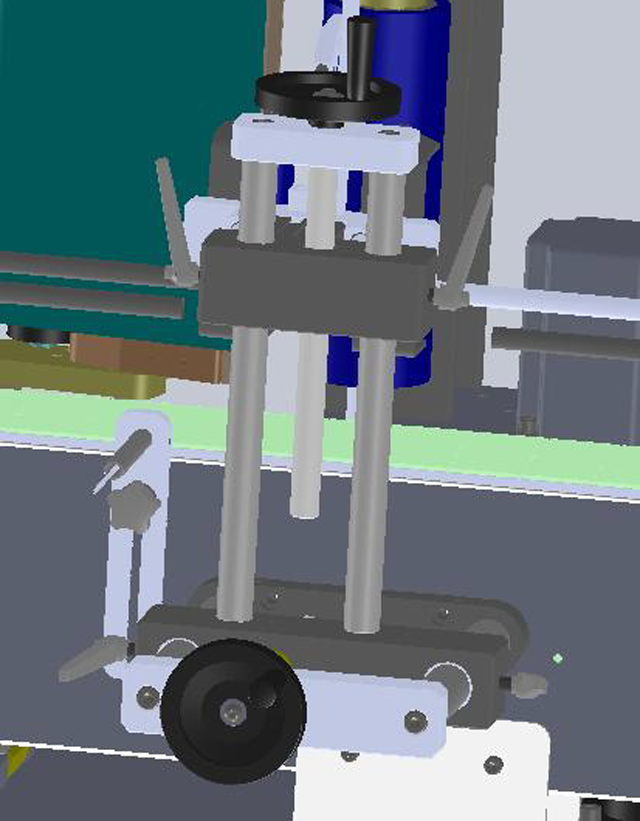
- Pelarasan ke hadapan dan ke belakang: laraskan mekanisme kedudukan ke hadapan dan ke belakang dengan melaraskan roda tangan di bahagian atas.
- Pelarasan atas dan bawah: laraskan mekanisme kedudukan ke atas dan ke bawah dengan melaraskan roda tangan di bahagian atas.
5. Mekanisme Pemulihan Label
Pelarasan kecondongan: skru keluar (skru masuk) 2 skru di hadapan dan skru masuk (skru keluar) 2 skru di belakang untuk melaraskan sudut antara mekanisme pemulihan label dan tali pinggang pengangkutan.
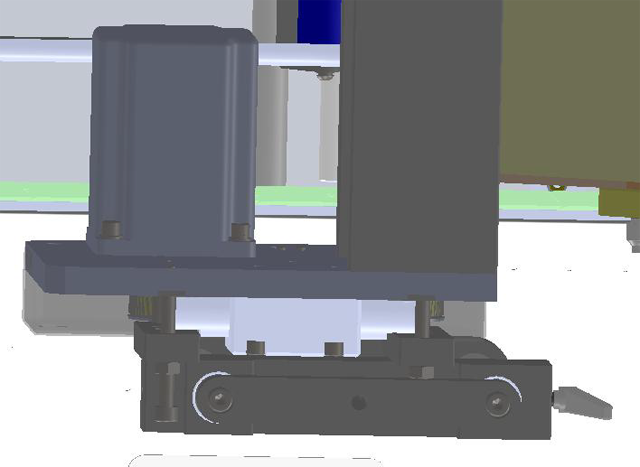
6. Mekanisme Pengagihan
- Mengedar dan menyahcas silinder: bertanggungjawab untuk menyahcas produk di dalam corong satu demi satu
- Silinder pengapit pengedaran bahan: bertanggungjawab untuk mengapit produk lain apabila bahan dinyahcas oleh silinder nyahcas.
Bahagian Empat Bahagian Elektrik
I. Prinsip Kawalan Elektrik:
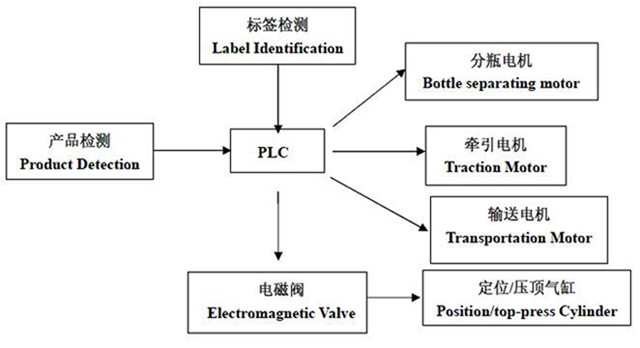
Isyarat input ialah isyarat pengesanan produk, pengesanan pelabelan dan isyarat pengenalan label, selepas diproses dalam PLC, isyarat keluaran ialah isyarat kawalan motor daya tarikan dan injap elektromagnet untuk mengawal kelenturan silinder kawalan dan motor daya tarikan, untuk menyelesaikan pelabelan kedudukan produk.
Bahagian Kelima Pelarasan
I. Pelarasan Mekanikal
1. Mekanisme Panduan:
Laraskan mekanisme orientasi. Gerakkan blok pemandu ke hadapan dan ke belakang mengikut saiz produk untuk memastikan bahawa produk tidak akan pergi ke arah yang salah dalam pengangkutan. Laraskan untuk membiarkan produk berjalan dengan lancar dan adalah wajar jika salah jajaran pada 2 sisi dalam 0.5mm.
2. Mekanisme Pemulihan:
Laraskan mekanisme pemulihan untuk menjadikan roda getah selari dengan produk, yang memastikan tekanan pada produk adalah sekata, roda pemulihan boleh menyentuh label dan kedudukan pelabelan adalah stabil.
3. Kepala pelabelan:
Skru kunci yang berkaitan mesti dilonggarkan terlebih dahulu untuk setiap pelarasan. Ketatkan skru kunci selepas pelarasan. Laraskan ke atas dan ke bawah, ke depan dan belakang dengan roda tangan. Boleh dilaraskan selari atau berputar untuk melaksanakan pelarasan kedudukan pelabelan.
4. Papan dispenser label:
Laraskan papan dispenser label, longgarkan pemegang 7 bentuk pada mekanisme sambungannya, dan hayun papan dispenser label untuk sudut tertentu untuk dipadankan dengan keperluan produk. Mungkin perlu melaraskan sudut untuk pembelahan label yang lancar untuk label dengan ketebalan dan bahan yang berbeza.
II. Pelarasan Penderia Elektrik
Mesin ini mempunyai 2 set penderia elektrik: penderia elektrik pengesanan produk dan pengesan elektrik pengenalan label yang boleh dilaraskan mengikut keperluan pengesanan produk dan pengenalan label.
1. Pelarasan Kedudukan:
Laraskan bingkai penderia elektrik ke depan dan belakang atau atas dan bawah untuk menyesuaikan produk dan label yang berbeza. Kaedah pelarasan merujuk kepada bahagian pengenalan mekanikal.
2. Persediaan mata elektrik:
Penderia elektrik asal ialah penderia elektrik alur MT. Pengenalan label lain atau mata elektrik pengesanan produk adalah pilihan.
2.1 Pengesanan label penderia elektrik: untuk mengesan label (Hanya sebagai pengenalan model, jangan mewakili jenis sebenar mesin ini)
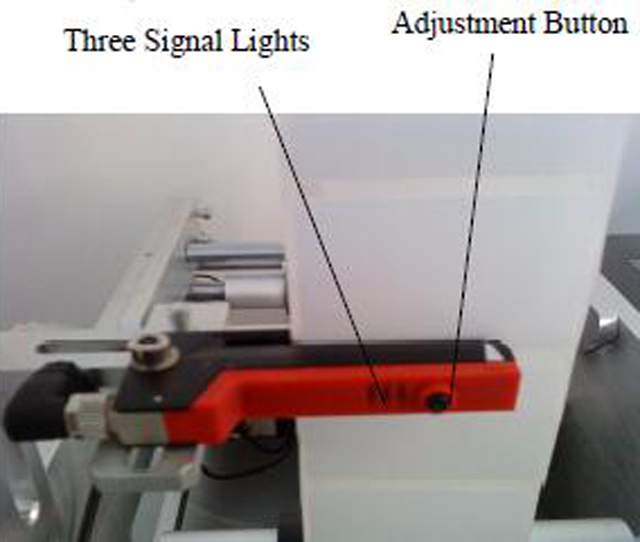
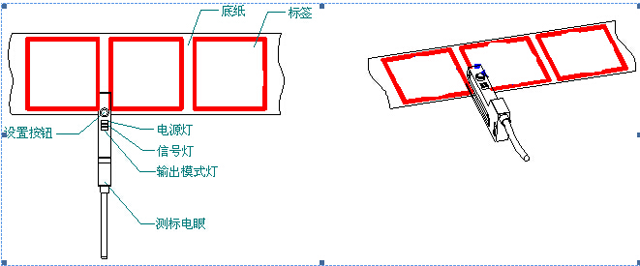
[Penderia elektrik LEUZE GS-63 Jerman]
Arahan operasi penderia elektrik:
1) Seret label untuk melalui alur U penderia elektrik seperti yang ditunjukkan dalam rajah berikut..
2) Menyeret label, lampu isyarat kuning menyala di celah antara label dan padam di tempat dengan label, jadi ia adalah perkara biasa dan boleh digunakan terus.
3).Apabila lampu isyarat kuning hidup atau mati sepanjang masa, tetapkan semula penderia elektrik.
4) Kaedah menyediakan sensor elektrik adalah seperti berikut:
- Seret label melalui alur berbentuk U seperti yang ditunjukkan dalam gambar berikut.
- Letakkan kertas asas dengan label ke dalam alur sensor elektrik, tekan butang pelarasan selama 3 saat sehingga lampu isyarat kuning berkelip, kemudian lepaskan butang, letakkan kertas asas tanpa label ke dalam alur sensor elektrik, tekan butang pelarasan selama 8 saat, kemudian lepaskan butang.
Kemudian proses set semula selesai. - Seret label dalam alur penderia elektrik. Lampu isyarat kuning dimatikan apabila kertas asas dengan label dilalui, dan dihidupkan apabila jurang antara label melalui.
2.2 Pengesanan Produk Penderia Elektrik: (Hanya sebagai pengenalan model, jangan mewakili jenis peralatan sebenar)
2.2.1 Sambungan penderia elektrik Siri FX-301:
Sensor elektrik pengesanan produk hanya boleh digunakan melalui sambungan yang betul. Ikuti arahan sambungan seperti di bawah. 'masuk' menyambung kepada wayar hitam, dan 'keluar' menyambung wayar perak. [Penderia elektrik Siri FX-301]
2.2.2 Prinsip pengesanan penderia elektrik pengesanan produk
Penderia elektrik pengesanan produk mengenal pasti objek mengikut jumlah pantulan cahaya. Sensor elektrik memancarkan cahaya ke objek, objek boleh memantulkan cahaya tertentu kepada sensor elektrik, apabila jumlah cahaya pantulan mencapai nilai tetapan, isyarat sensor elektrik berubah dan menghantar isyarat ke sistem kawalan.
2.2.3 Suis status
Tekan kekunci 'mod/batal', suis lampu hijau dengan 'lari', 'ajar', 'ADJ' 'L/D' 'PEMASA' 'PRO' beberapa mod, menunjukkan status kerja yang berbeza.
'RUN' bermaksud status operasi;
'MENGAJAR' bermaksud status mengajar;
'ADJ' bermaksud status pelarasan;
'L/D' bermaksud status isyarat Atas/Bawah;
Tekan kekunci 'Tolak' ke bawah untuk pengesahan, togol untuk fungsi penalaan halus.
2.2.4 Persediaan sensor elektrik pengesanan produk
- Apabila tiada produk di stesen kerja, buka penutup lutsinar penguat penderia elektrik, tekan kekunci 'MODE/CANCEL' dan tukar ke mod 'TEACH'. Tetingkap paparan digital menunjukkan nilai yang merupakan isyarat kosong, seperti '67' dalam gambar seperti di bawah. Apabila nilai distabilkan, tekan 'PUSH' untuk mengesahkan.
- Kemudian letakkan produk pada stesen pelabelan, dekat dengan tuil kedudukan kiri, amati kedudukan, dan cari kedudukan label pada produk melalui melaraskan tuil kedudukan.
- Selepas melaraskan kedudukan label, nilai baharu berada pada tetingkap paparan digital yang merupakan isyarat semasa mengesan produk, seperti '1900'. Jika nilainya stabil, tekan 'PUSH' untuk mengesahkan. Selepas selesai itu, paparan digital menunjukkan petua 'BAIK'. (Tekan kekunci 'MODE/CANCEL' kembali ke status operasi 'RUN').
- Tukar kepada model 'ADJ'. Paparan digital menunjukkan nilai=isyarat kosong (mengesan isyarat-isyarat kosong)/2. Sistem lalai nilai ini sebagai nilai ambang. Jika nilai isyarat lebih besar daripada nilai ambang, ini bermakna terdapat objek secara lalai, dan kurang daripada nilai ambang, ini bermakna pada objek secara lalai. Maklum balas isyarat kepada PLC. PLC akan menghantar arahan yang sepadan. Nilai ambang boleh laras. Dengan menogol kekunci kiri/kanan 'PUSH', anda boleh menambah atau menurunkan nilai dan menukar nilai ambang (biasanya tidak perlu pelarasan). Akhir sekali, tekan 'PUSH' untuk mengesahkan.
- Tekan kekunci 'MODE/CANCEL', kembali ke status operasi 'RUN'. (Kembali ke status operasi 'RUN' selepas melengkapkan sebarang tetapan.)
- Tutup penutup lutsinar dan selesaikan tetapan.
- Apabila produk diletakkan pada kedudukan pelabelan, penderia elektrik PENGESANAN PRODUK mengesan isyarat, dan memberi suapan kembali kepada PLC. PLC menghantar arahan dan bahagian mesin pelabelan yang sepadan mula berfungsi.

[Penderia elektrik Siri FX-301]
Operasi Bahagian Enam
I. Label Penggulungan
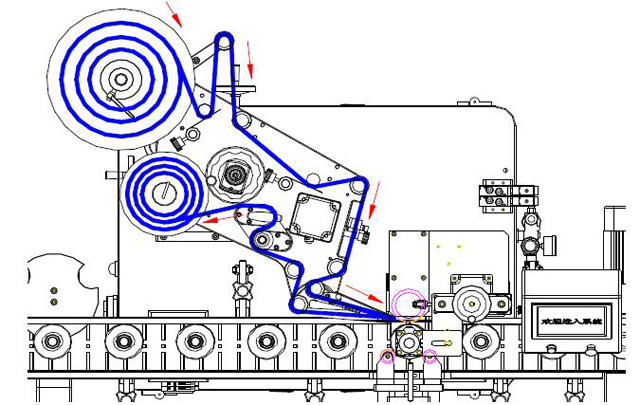
[Gambar penggulungan label]
- Longgarkan pemegang boleh laras pada plat bahan segi tiga dan keluarkan plat segi tiga;
- Seperti yang ditunjukkan pada gambar, masukkan ke dalam gulungan label, pasangkan plat bahan segi tiga dan ketatkan pemegangnya.
- Pusingkan pemegang bentuk T pada mekanisme cengkaman untuk separuh kitaran mengikut arah jam, longgarkan paksi cengkaman, dan longgarkan kilauan mangan di 2 tempat;
- Gulung label mengikut arah yang ditunjukkan oleh anak panah merah (beri perhatian untuk memastikan keseluruhan jalur label selari tanpa condong.). Tekan shim mangan pada jalur label sedikit, dan kemudian pusingkan pemegang bentuk T pada mekanisme tarikan untuk separuh kitaran mengikut arah jam. Jika label ditekan dalam kedudukan, penggulungan label selesai.
II. Operasi Mekanikal
Operasi mekanikal biasanya berjalan apabila mesin dihidupkan. Laraskan dalam status manual dalam bantuan pergerakan relatif.
- Mekanisme pengangkutan: Laraskan mekanisme pengangkutan untuk memastikan produk dihantar dan dihantar ke kedudukan pelabelan dengan jayanya. Letakkan produk yang akan dilabelkan pada 2 sisi mekanisme pengangkutan untuk pelarasan kecil. Kaedah operasi khusus sila rujuk bab relatif dalam 'Bahagian Lima Pelarasan'. Pelarasan kedudukan pelabelan dan kedudukan kitar semula bahan menggunakan kaedah yang sama.
- Pelarasan kedudukan pelabelan: letakkan produk yang akan dilabelkan di bawah papan dispenser label, laraskan kepala pelabelan ke atas dan ke bawah atau ke hadapan dan ke belakang, untuk memastikan kedudukan pemisahan label sejajar dengan kedudukan penampalan label. Laraskan mekanisme panduan, untuk memastikan label menampal pada kedudukan yang ditunjukkan. Gunakan 2 kaedah di atas secara bersepadu untuk pelarasan.
III. Operasi elektrik
Sambungkan kuasa → buka 2 suis kecemasan; mulakan mesin pelabelan → persediaan antara muka manusia-mesin → mulakan pelabelan.
Bahagian Ketujuh Penyelenggaraan Rutin Peralatan
1. Persekitaran pemasangan dan operasi peralatan:
Suhu bilik, tidak sesuai digunakan dalam persekitaran suhu tinggi, kelembapan dan asid-bes untuk jangka panjang untuk mengelakkan kesan memendekkan hayat operasi, kecekapan dan ketepatan.
2. Jaga kebersihan:
Bersihkan mekanisme peralatan selepas digunakan, cth, penggelek geseran, kotak elektrik dan lain-lain. Alkohol atau cecair pembersih neutral komersial boleh digunakan untuk pembersihan dan penyelenggaraan.
3. Perhatian dalam pembersihan:
- Jangan gunakan alat pembersih yang boleh merosakkan permukaan mekanikal.
- Jangan gunakan bekas plastik yang menghakis.
- Jangan gunakan cecair pembubaran berasid.
- Pemeriksaan dan penyelenggaraan berkala: periksa mesin secara berkala untuk memastikan mesin berfungsi dengan baik, termasuk tetapi tidak terhad kepada perkara berikut:
- Bersihkan sisa-sisa kertas dan serpihan yang dibuang.
- Bersihkan sisa minyak dari sisi roller.
- Bersihkan kanta penderia dengan berus atau kain lembut.
- Gantikan fius secara berkala. Peralatan ini menggunakan kuasa AC dan fius untuk mengelakkan beban lampau.
- Tahan karat: Sembur minyak kalis karat pada bahagian keluli tahan karat dan seterika dan gosok dengan kain lembut.
- Minyak kalis karat yang disyorkan ialah minyak kalis karat.
Bahagian Lapan Penyelesaian Masalah Biasa Petua penyelesaian masalah:
1. Kertas Asas Pecah:
Kertas asas yang pecah berkait rapat dengan kualiti kertas asas, mengikis kertas asas dalam daya tarikan label dan lekatan label.
- Periksa kerosakan kertas asas, jika dipotong, tukar kepada kertas asas dengan kualiti yang lebih baik. Kertas yang disyorkan ialah Gelaxxindi, dan memerlukan pembekal label untuk mengawal kedalaman pemotongan cetakan.
- Periksa label calar semasa penggulungan untuk menghapuskan faktor calar.
- Jika pelekat label, ia mudah pecah. Kawal panjang keluaran label, dan pastikan tiada lekatan pada produk berlabel.
2. Melabel sisihan lebih daripada keperluan ketepatan:
- Sisihan label dan kedudukan jalur label, arah jalur label tidak selari dengan arah pengangkutan produk, roda cengkaman tergelincir, pengesanan kedudukan produk yang tidak betul, label tidak ditampal pada produk yang sejajar dengan roda penampal label, toleransi produk dan sebagainya adalah faktor yang diperlukan untuk disemak dan diselesaikan masing-masing.
- Jika jalur label berada di luar kedudukan, lepaskan mekanisme cengkaman dan seret label ke depan dan ke belakang untuk menjadikannya berjalan dengan betul. Selepas label berjalan dengan betul, ketatkan bulatan had pada 2 sisi dan pandu keluar label.
- Jika arah jalur label tidak selari dengan arah pengangkutan produk, laraskan kecondongan kepala pelabelan untuk merealisasikan keselarian.
- Roda daya tarikan tergelincir dan haus berkaitan dengan skru jam pada roda daya tarikan. 2 masalah kedua-duanya boleh diselesaikan dengan mengetatkan skru jam.
- Dalam proses pembuatan produk, toleransi tepi menyebabkan toleransi pelabelan. Toleransi produk hanya boleh diselesaikan dengan kawalan kualiti produk.
3. Label keluaran secara berterusan:
- Output berterusan dan tidak lengkap bagi label yang berkaitan dengan sensitiviti pengesanan penderia elektrik dan boleh diselesaikan dengan melaraskan sensitiviti. Arahan terperinci merujuk kepada bab yang disebutkan di atas untuk pelarasan mata elektrik.
- Jika ia tidak dapat diselesaikan selepas pelarasan mata elektrik, ia mungkin sebab label tidak berada dalam skop pengesanan mata elektrik atau ia rosak. Rujuk syarikat kami.
- Sebab lain ialah jalur label berada di luar kedudukan dan tidak dikesan oleh mata elektrik. Laraskan kedudukan pengesanan mata elektrik ke depan dan ke belakang.
4. Kertas asas longgar pada kedudukan papan dispenser label
- Kertas asas longgar berkaitan dengan kelajuan cengkaman terlalu rendah atau mekanisme cengkaman tergelincir. Jika kelajuan cengkaman terlalu rendah, lajukan untuk menyelesaikannya;
- Jika mekanisme cengkaman tergelincir, ketatkan skru pengunci pada paksi cengkaman sehingga kertas asas tidak tergelincir.
- Selain itu, perhatikan tali pinggang pengangkutan di belakang aci kitar semula bahan yang rosak atau tidak.
Komitmen Perkhidmatan
VKPAK menyediakan perkhidmatan pra-jualan dan selepas jualan dalam keutamaan pelanggan.
- Menyediakan nasihat teknikal pra-jualan profesional dan membimbing pelanggan untuk memilih model yang betul.
- Menyediakan latihan operasi mesin pelabelan dan membimbing pelanggan menggunakan dan menyelenggara mesin pelabelan dengan betul.
- Menyediakan perkhidmatan sokongan teknikal untuk membimbing pelanggan menyelesaikan masalah masalah pelabelan.
- Waranti penyelenggaraan peralatan satu tahun menyediakan perkhidmatan penyelenggaraan.
Anda Mungkin Suka
 Peralatan Pengedap Kotak Karton Didorong Tali Pinggang Atas Bawah Semi Automatik
Peralatan Pengedap Kotak Karton Didorong Tali Pinggang Atas Bawah Semi Automatik- Pengisian Botol Kosmetik Kecil Automatik Memalamkan Talian Pelabelan Pembatasan
- Mesin Pengisian Cecair Farmaseutikal Pam Gear Semi Automatik
- Mesin Pemotong Pengedap Tiub Lembut Plastik Ultrasonik Desktop Manual
- Mesin Penutup Vakum Balang Kaca Peralatan Capper Stim Pisahkan
- Botol Kaca Berputar Automatik Vial Mesin Penutup Skru Penutup Logam
- Tiub Jalur Jenis Linear Mesin Pengedap Ultrasonik Separa Automatik
- Peralatan Penutup Putar 8 Kepala Berkelajuan Tinggi Untuk Penutup Pam
- Mesin Pengedap Pengisian Gel Perubatan Automatik
- Beg Sachet Jus Satu Lorong Automatik Peralatan Pengisi Cecair Alkohol









